Humidity Control Systems
Precise, clean and efficient humidification for greenhouses, cold rooms and manufacturing.
Overview
Why humidity matters
Stable relative humidity (RH) protects product quality, yield and shelf life. Tight control reduces cracking, shrink, static, dust and weight loss, and creates a healthier working environment.
How high-pressure humidification works
Ultra-fine droplets (at 70–80 bar) evaporate in the air to lift RH without wetting surfaces. Systems can be zoned and scheduled, with sensors that modulate output to a target RH.
Key benefits
Consistent RH
Accurate control to a setpoint with rapid response.
Product quality
Less cracking, splitting, shrink and static; better germination and curing.
Reduced losses
Limit dehydration and weigh-off in cold rooms and processing.
Energy efficiency
Low electrical load versus steam; no boiler, no heaters.
Cleaner air
Fine droplets bind airborne dust and particles.
Scalable
From small rooms to large facilities with multiple zones.
Applications
Greenhouses
Maintain VPD targets, reduce plant stress and improve growth, rooting and propagation success. Optional circulation fans assist uniformity.
Cold Rooms
Control RH to limit dehydration and weight loss in fresh produce, meat and cut flowers; extend shelf life and presentation quality.
Manufacturing (Textile / Printing / Paper / Electronics)
Reduce static and dust, regulate paper/board moisture, stabilise dimensional tolerances and improve print registration and handling.
Wine Cellars & Tobacco
Hold barrels and leaf at optimal moisture to avoid angel's share losses (wine), cracking, brittleness and weight loss (tobacco).
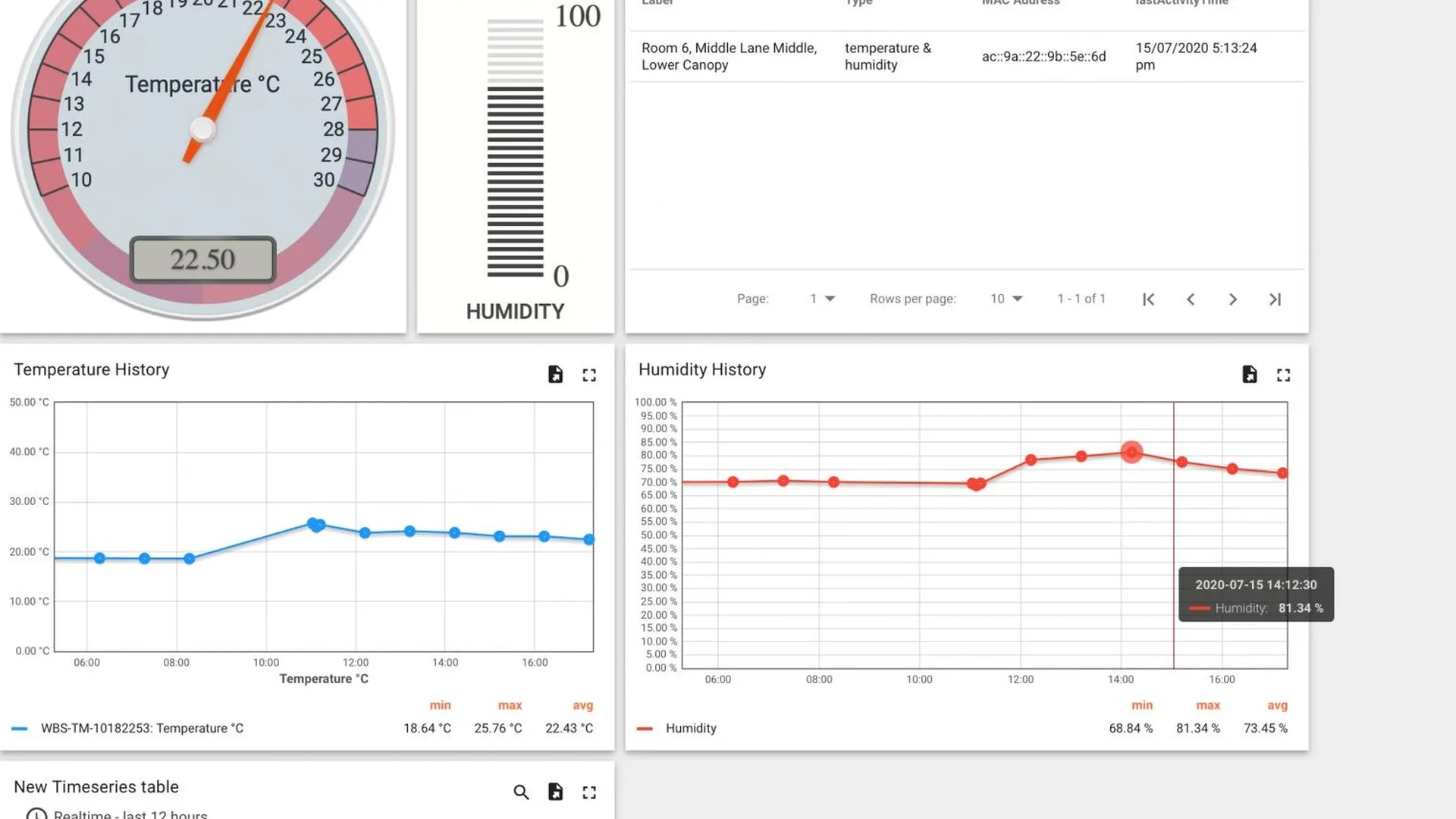
Automation & Monitoring
RH/temperature sensors, PLC/IoT control, data logging, alerts and valve zoning for room-by-room accuracy.
High-Pressure vs Ultrasonic — which is right for you?
Most clients who contact us have already tried ultrasonic humidification. Here is why they switch.
| Ultrasonic | High-Pressure Misting | |
|---|---|---|
| How it works | Vibrating transducer plate atomises water into micro-droplets at room temperature | Pump forces water through stainless nozzles at 50–70 bar; droplets flash-evaporate in the air |
| White dust | ✖ Minerals atomise with the water and settle on surfaces, product and machinery | ✔ Droplets evaporate before minerals can deposit — no white residue |
| SA hard water | ✖ Transducer plates fur up quickly with limescale — frequent cleaning and early replacement | ✔ Standard filtration protects stainless nozzles; routine maintenance keeps the system running |
| Scale & coverage | Best suited to small and medium spaces; multiple units multiply maintenance burden | ✔ Engineered for large factories, warehouses, greenhouses and multi-zone facilities |
| Legionella risk | Higher — open reservoirs at room temperature are ideal conditions for bacterial growth | Lower — pressurised system drains fully; standard water hygiene protocols apply |
| Installation | Plug-in units; coverage per unit is limited | Professional installation; designed to your floor plan and zone layout |
| Ongoing maintenance | Frequent transducer cleaning; mineral build-up in hard water accelerates wear | Periodic nozzle inspection and filter changes on a set schedule |
Control & automation
- RH/Temp sensors (±2% RH accuracy)
- PID control to a setpoint
- Zone valves & schedules
- BMS / SCADA integration
- Remote monitoring & alerts
- Water treatment & filtration
FAQ
Do the nozzles wet surfaces?
No — at high pressure the droplets evaporate in free air. Layout and fan-assisted mixing ensure uniform RH.
Can I run multiple rooms with different setpoints?
Yes. We zone lines and control valves per room, each with its own sensor and schedule.
What water quality is needed?
We specify filtration (and RO if required) based on your water to protect nozzles and ensure hygiene.
Do you supply sensors and logging?
Yes — complete RH/Temp sensing, data logging and remote alerts.
For large facilities we start with a site assessment
Load/sizing, water quality, setpoints, zoning — designed for your operation.
Explore our solutions

Greenhouse
Precise humidity for healthier crops, faster growth and disease prevention.

Cold Room
Reduce weight loss and extend shelf life with controlled cold-room humidity.

Manufacturing
Textile, paper, printing and electronics — humidity precision where it matters most.

Wine Cellars
Protect your barrels and maintain ideal conditions throughout the aging process.

Tobacco Storage
Prevent desiccation and maintain leaf quality during long-term storage.
Automation & Control
Remote monitoring and automated control across multiple zones from one dashboard.